PLC and HMI Programming Using TIA PORTAL V16 SIEMENS
Dah lama nih gak nulis tentang instrumen lagi. Di bagian ini saya akan mencoba membuat program PLC dan HMI untuk pengukuran laju aliran menggunakan flow transmitter tentunya. Oiya saya mau cerita sedikit tentang instrumen khususnya PLC wkwk. Dulu pas kuliah seperti yang pernah saya sampaikan, peminatan saya sebenarnya abu-abu wkwk. Abu-abu dalam artian saya selalu cari aman kalau ngambil mata kuliah. Berhubung PLC merupakan mata kuliah peminatan dan saya dari dulu merupakan orang yang benci segala sesuatu yang berbau "programming", akhirnya saat itu saya putuskan untuk tidak ambil matkul PLC wkwk. Nah baru setelah lulus, saya mengikuti pelatihan PLC di CITA (Center for Instrumentation and Automation) Institut Teknologi Bandung. Awalnya saya mengikuti dengan sedikit sulit (karna saya lemah di logika wkwk), namun tetap bisa mengikuti pelah-pelan lah wkwk.
 |
| ITB 2019 |
Berhubung Siemens tidak memiliki produk data logger, sementara banyak sekali permintaan transmitter yang juga mengikutsertakan data logger untuk penyimpanan data, mentor saya mencoba alternatif menggunakan PLC. Kenapa tidak pakai SCADA (Supervisory Control and Data Acquisition) ? Ya jawabannya karena konsumen tidak punya SCADA, tapi ingin punya data logger untuk transmitter khusus yang datanya dianggap perlu. Solusinya tentunya menggunakan Mikrokontroler yang mempunyai memori, walaupun memori PLC ya terbatas dan ada variannya. Oiya saya sampaikan kembali bahwa transmitter itu hanya bisa mengukur dan mengirim data, tapi tidak bisa menyimpan data real time.
Selama saya mengerjakan tugas kecil-kecilan ini, saya sangat antusias. Jujur tugas ini lebih sulit dari skripsi saya yang tak seberapa itu wkwk. Saya juga berterima kasih kepada mentor saya (Bang Hutagaol) yang begitu banyak mengajarkan saya ilmu instrumentasi. Oiya untuk software nya sendiri menggunakan TIA Portal V16 punyanya SIEMENS tentunya. Dulunya software PLC itu namanya SIMATIC S7, dan software SCADA nya namanya WinCC. Sekarang SIEMENS menggabungkan keduanya dalam satu software namanya TIA PORTAL.
1). Pahami Alur Proses
Sebelum kita merancang dan membuat program, kita harus paham dulu alur proses di dalam transmitter (dalam hal ini flow transmitter). Karena di dalam flow transmitter ada 2 fitur, yaitu pengukuran flow (m3/jam) dan fitur akumulasi totalizer (m3), maka kita perlu membuat kedua alur tersebut.
Alur untuk fitur flow : Transmitter mengirimkan sinyal analog input ke PLC berupa 4-20 mA, PLC akan mengkonversi sinyal tersebut kedalam bit, kemudian di scaling kan menggunakan span, untuk didapatkan nilai laju aliran. Kalau belum paham alurnya seperti ini :
Banyak instrumen menggunakan 16 bit, yang berarti 2^(16-1) = 0 - 32768. Namun scaling span bit yang banyak digunakan orang di muka bumi ini adalah 0 - 27648. Di beberapa forum dijelaskan bahwa batas nilai efektifnya sebesar 85% dari nilai maksimal 32768.
Misalnya instumen (flow transmitter) memberikan sinyal 12 mA (50% span arus) ke PLC, maka nilai bit yang yang diterima PLC adalah 50% * 27648 = 13824. Nah untuk pembacaan aktual nilai flowrate sebenarnya, maka diperlukan span flow transmitter itu sendiri. Misalnya flow transmitter A memiliki Qmax (max flowrate) = 400 m3/jam, maka ketika transmitter mengeluarkan sinyal 12 mA, maka nilai flowrate saat itu adalah = 400 m3/jam * 50% = 200 m3/jam. Begitulah alur pengukuran flow ( menggunakan analog input berupa arus).
Alur untuk totalizer : Alur totalizer adalah menggunakan prinsip pulse. Pulse disini dimaknakan seperti input clock (digital) ke PLC. Itulah sebabnya untuk pengukuran totalizer menggunakan pulse.
Prinsipnya seperti ini : Pada flow transmitter, tertera nilai volume per pulse, misalnya transmitter A menggunakan 10 liter per pulse. Artinya setiap 10 liter aliran yang telah melewati transmitter, maka transmitter akan mengirimkan logic 1 ke PLC. Misalnya nilai totalizer di transmitter adalah sebesar 34567 liter dengan settingan 10 liter/pulse. Ini berarti PLC telah menerima sebanyak 3456 pulse dari transmitter. Namun saat itu PLC hanya bisa membaca sebesar 34560 liter. Kenapa bukan 34567? Karena kelipatan minimum pulse nya adalah sebesar 10 liter, sehingga 7 liter itu tidak terbaca PLC. Kenapa tidak dibikin 1 liter/pulse? Ya jawabannya karena otak PLC juga terbatas menerima pulse dalam satu satuan waktu.
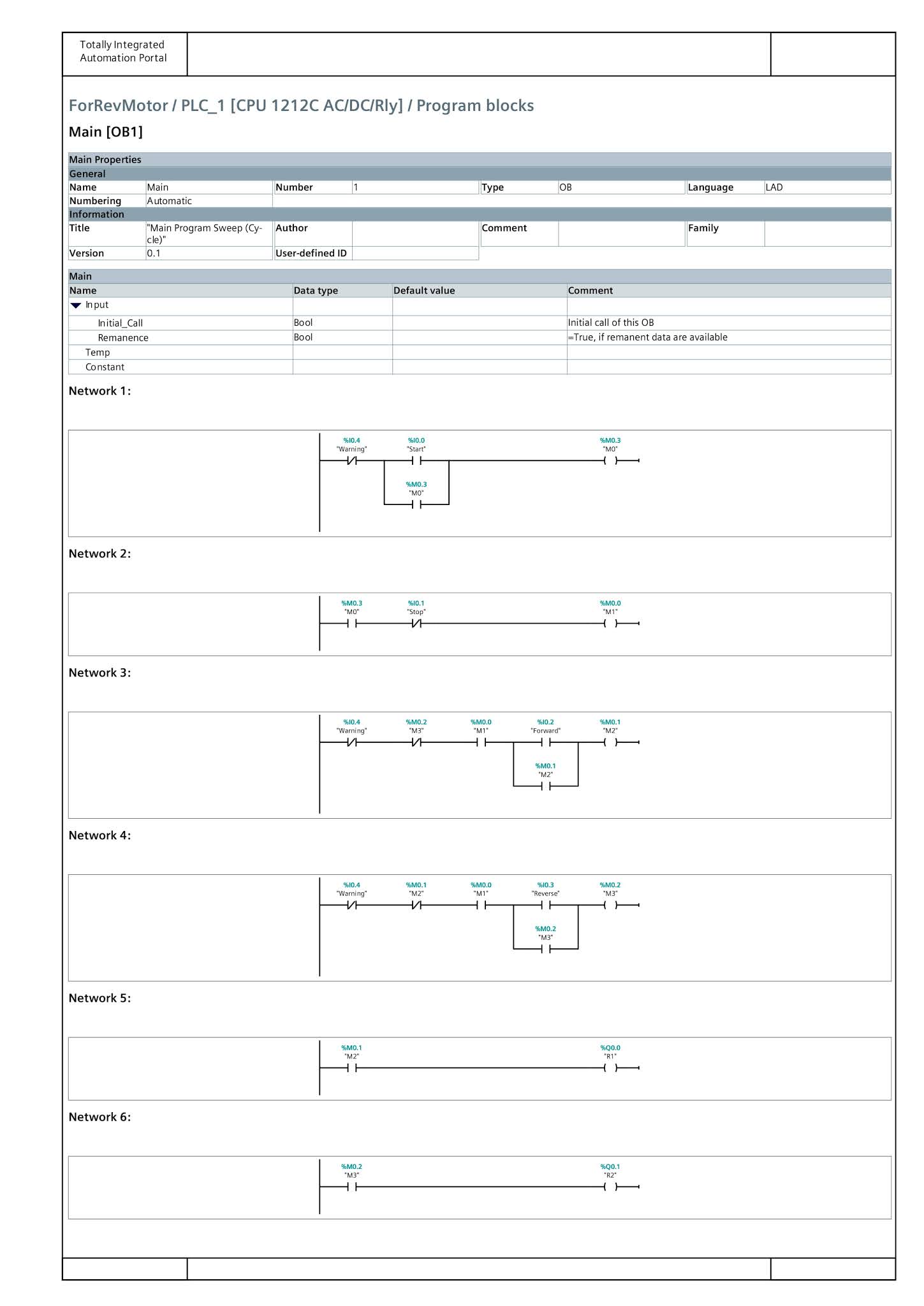
2. Buat diagram Ladder
Setelah memahami alur proses, kita bisa membuat diagram dengan lebih tenang wkwk. Untuk pengukuran flow karena menggunakan analog input, kita bisa membuat diagram Norm X dan Scale X. Nah yang ribet ini untuk pengukuran totalizer. Saya juga dibantu oleh mentor ketika membuat program ini, karena pengetahuan saya yang terbatas terkait fitur-fitur block PLC wkwk.
Selama saya menegerjakan tugas ini, banyak sekali hal baru yang saya dapat diluar dari pengetahuan pas pelatihan dulu. Misalnya terkait penggunaan diagram block dan function block yang ternyata mempunyai seni nya sendiri dalam PLC Programming.
 |
| Diagram Block |
 |
| Function Block |
 |
| Main Program |
3. Buat program untuk screen HMI
Untuk HMI sebenarnya lebih ke arah kreativitas dan estetika tampilan aja sih. Disini yang saya tampilkan adalah : Nilai pembacaan transmitter, setup, dan grafik real time pengukuran. Setup merupakan salah satu fitur yang penting ya dalam HMI, karena di setup lah user administrator bisa merubah hal penting, seperti satuan.
 |
| Main screen |
 |
| Setup Screen |
 |
| Graph Screen on HMI |
Oiya pada TIA PORTAL ini kita bisa mensimulasikan hasil program kita, untuk mengecek apakah program yang kita buat sudah benar atau belum. Nama softwarenya adalah PLC SIMULATOR yang juga include dengan TIA PORTAL V16. Jadi kita bisa langsung mensimulasikan program PLC dan HMI tanpa perlu dihubungkan ke fisik PLC. Sejauh ini saya masih hanya membuat program untuk pengukuran, untuk data loggernya mungkin saya share di lain waktu wkwk.
Saya sudah mencoba mensimulasikannya, dan hasilnya bisa dilihat di link :
































{kind=link}